Rubber Conveyor Belt: The Ultimate FAQ Guide
Are you unsure which rubber conveyor belt suits your business? Finding the right one can be overwhelming, but understanding the options makes it easier.
This FAQ guide is designed to answer all your questions about rubber conveyor belts and help you choose the best one for your specific needs.

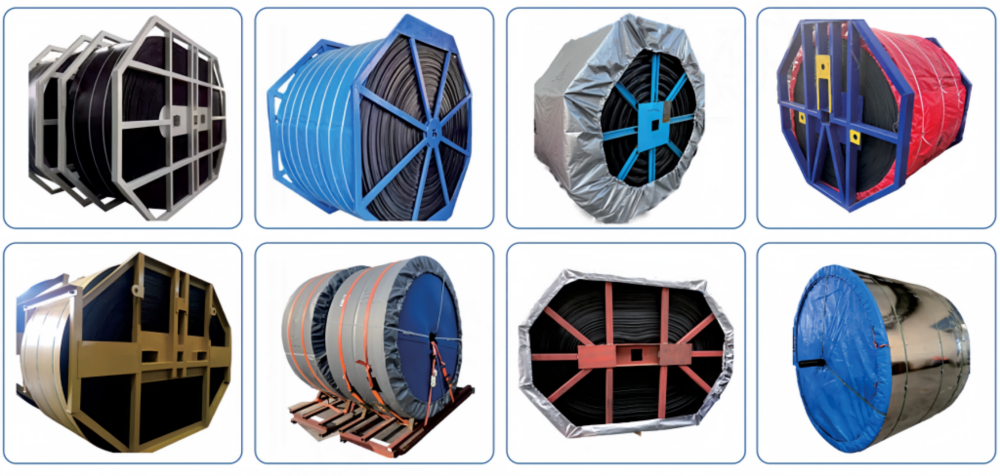
A wide selection of rubber conveyor belts in different types and materials, ideal for various industries.
Choosing the right rubber conveyor belt ensures efficient and long-lasting performance. Let’s dive into the details and explore the various options, types, and applications of these essential industrial components.
Conveyor Belting Heavy Duty?
Do you need a belt that can handle extreme workloads? Heavy-duty conveyor belting might be the solution you’ve been searching for.
Heavy-duty conveyor belts are designed for tough, demanding environments where other belts might fail. These belts are stronger and more durable to handle challenging materials.

Heavy-duty conveyor belts used in demanding industries like mining and cement manufacturing.
Why Choose Heavy-Duty Conveyor Belts?
Heavy-duty belts are built for performance and endurance. Here are some reasons why you should consider them for your operations:
- Stronger Materials: These belts can handle heavier loads, making them ideal for industries like mining and construction.
- Increased Lifespan: Heavy-duty belts last longer than standard belts, providing a higher return on investment.
- Improved Efficiency: These belts maintain consistent operation even under stress, reducing downtime and enhancing productivity.
Features of Heavy-Duty Conveyor Belts
| Feature | Benefit |
|---|---|
| Reinforced Construction | Provides superior strength and durability |
| Heat Resistance | Perfect for high-temperature applications |
| Abrasion Resistance | Suitable for environments with harsh conditions |
| Heavy Load Capacity | Ideal for carrying large or heavy materials |
Heavy-Weight Conveyor Belt?
Are you transporting bulk materials? Heavy-weight conveyor belts can handle the load.
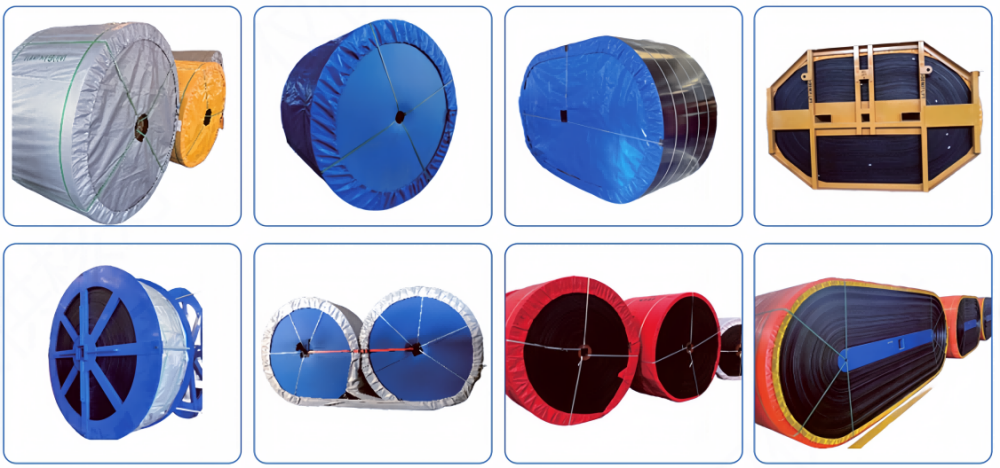
Heavy-weight conveyor belts are essential for industries that require large quantities of material to be moved efficiently.
Heavy-weight conveyor belts designed for large-scale material transport.
What Makes Heavy-Weight Belts Unique?
Heavy-weight conveyor belts are specifically engineered for industries that deal with large volumes of materials. These belts are designed for bulk handling in:
- Mining: Moving raw materials like coal, iron ore, and sand.
- Agriculture: Transporting heavy agricultural products and machinery.
- Construction: Handling heavy construction materials like stone, gravel, and cement.
Advantages of Heavy-Weight Conveyor Belts
| Advantage | Description |
|---|---|
| Increased Load Capacity | Can handle larger, bulkier materials |
| Durability | Longer lifespan, even under constant stress |
| Versatility | Suitable for multiple industries and environments |
Conveyor Belt (or Belt Conveyor) Heavy Duty Conveyor Belts All Types?
Do you know there are different types of heavy-duty conveyor belts? Each type serves a unique purpose based on your needs.
Heavy-duty conveyor belts come in various types, such as steel-cord, fabric-reinforced, and heat-resistant, to fit your specific application.
Types of Heavy-Duty Conveyor Belts
| Type | Ideal Use |
|---|---|
| Steel Cord Belts | Heavy-duty transportation of bulk materials |
| Fabric Conveyor Belts | General industrial use in various sectors |
| Heat-Resistant Belts | For operations in high-temperature conditions |
| Impact-Resistant Belts | Ideal for materials with sharp edges or high impact |
Why Do You Need Different Types?
Selecting the right type of heavy-duty belt ensures the efficiency and longevity of your conveyor system. A steel-cord belt may be necessary for long-distance hauling, while a heat-resistant belt is vital for high-temperature environments.
Advantages of Black Heavy-Duty Belting
Black heavy-duty belts provide:
- Enhanced Durability: With a high abrasion resistance, they last longer in tough conditions.
- Strong Impact Resistance: These belts withstand the rough handling of large materials.
- Flexibility and Strength: Despite their strength, black heavy-duty belts remain flexible, ensuring smooth operation in curved areas.
Where to Use Black Heavy-Duty Belting
| Industry | Application |
|---|---|
| Mining | Used for carrying coal, gravel, and other bulk materials |
| Construction | Ideal for transporting large aggregates and materials |
| Recycling | Handles metal, glass, and other scrap materials in recycling facilities |
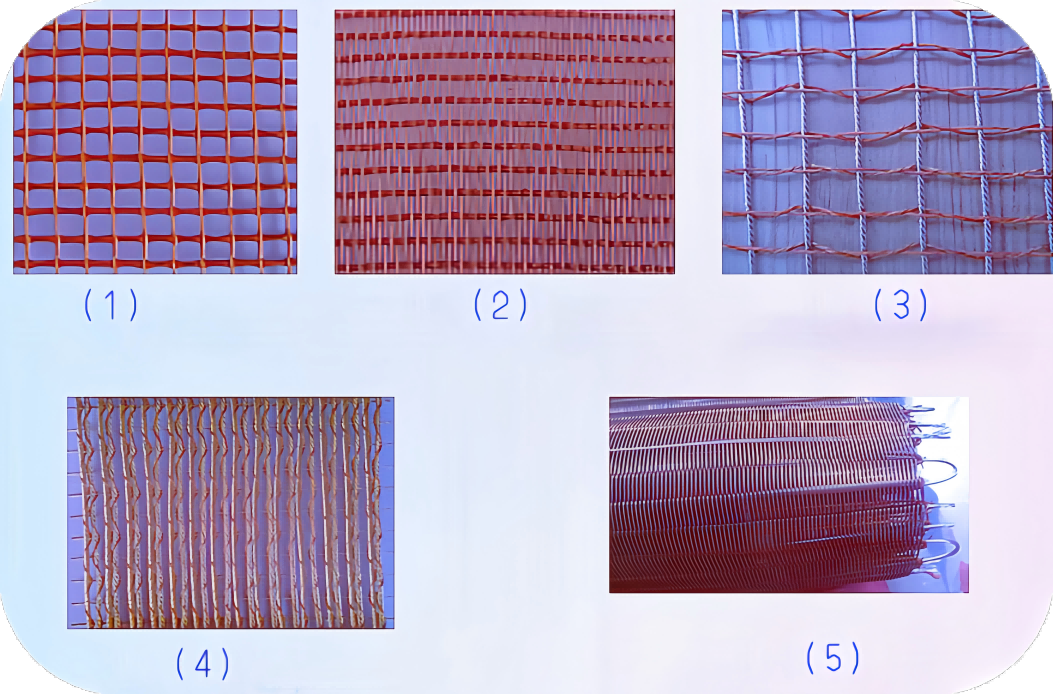
Types of Rubber Used in Conveyor Belts
| Rubber Type | Features |
|---|---|
| Natural Rubber | Excellent abrasion resistance |
| SBR Rubber | Great for heat and ozone resistance |
| EPDM Rubber | Ideal for high-temperature applications |
Why is Rubber Important?
Rubber provides the flexibility, strength, and wear resistance needed for reliable belt performance. Choosing the right rubber material ensures that your conveyor system remains operational without frequent breakdowns or replacements.
Conveyor belts?
Need a reliable solution for material handling? Conveyor belts are the perfect solution for efficient, continuous transport of goods.
Conveyor belts provide a streamlined and cost-effective way to transport materials across factories, warehouses, and construction sites.

Industrial conveyor belts used for moving materials across a manufacturing plant or warehouse.
Benefits of Conveyor Belts
Conveyor belts help improve operational efficiency in numerous ways:
- Time-Saving: Speeds up the process of transporting goods, reducing labor costs.
- Safety: Automated material transport reduces the risk of injuries compared to manual handling.
- Customization: Belts can be designed for different materials and applications.
Chevron Types of Conveyor Belts
![]()
Conclusion
Choosing the right rubber conveyor belt is crucial to maintaining an efficient, durable, and cost-effective system. Understanding the different types and their applications will help you make an informed decision.
FAQ
What are rubber conveyor belts used for?
Rubber conveyor belts are used for transporting materials in industries like mining, manufacturing, agriculture, and construction.
What types of rubber are used in conveyor belts?
The most common types are natural rubber, SBR rubber, and EPDM rubber.
How long do rubber conveyor belts last?
With proper maintenance, rubber conveyor belts can last for many years, especially heavy-duty options.
Are conveyor belts customizable?
Yes, conveyor belts can be customized for various widths, lengths, and materials to fit specific needs.
Welcome Vist Conveyor belt in China with Lisa

发表回复